
نمایندگی زیمنس ایران، استفاده از تسهیلات پی ال سی ها برای انجام رصد و ثبت عملکردهای بخش های یک سیستم تحت کنترل
بیشتر تجهیزات صنعتی به نگهداری منظم و سر موقع، پس از مدت معینی که از زمان کارشان می گذرد و یا تعداد معینی از اجرای کارشان، نیازمندند. روش های معمول جهت ثبت عملکرد تجهیزات می توانند گران از آب درآمده و اجرای آن نیز مشکل باشد. این امر موجب استفاده گسترده از PLCها برای رفع این نیاز شده است.
در مواردی که یک PLC روی یا نزدیک تجهیزات نصب شده است، به احتمال زیاد تنها تعدادی از یک دسته کامل از شمارندهها و تایمرهایش مورد استفاده قرار گرفته است. در بیشتر برنامه های PLC از کمتر از ۵۰ درصد از چنین امکاناتی بهره گرفته شده و مابقی را چنانچه این تجهیزات نیازمند رصد و نظارت باشند، می توان به این منظور استفاده نمود و به طور نمونه رصد کردن تجهیزات می تواند در موارد زیر انجام گیرد:
- خاطر نشان کردن موعد بازدید تجهیزات پس از ۱۰۰۰۰ بار عمل کنتاکت زنی.
- بازدید و وارسی پس از ۱۰۰۰ ساعت کارکرد ماشین.
در مواردی که PLC از پیش برای کنترل تجهیزات کارخانه به کار رفته است، افزودن بخش هایی از کد نردبانی جهت انجام وظایف رصد مراحل بعدی کار مشکلی نیست. این کار با استفاده از مدارات شمارنده/تایمر و راه اندزای کنتاکت های فیزیکی مناسب انجام می گیرد. برای دستیابی به مقدار دلخواه، ممکن است ناگزیر به بستن متوالی شمارنده ها/تایمرها باشیم. این توابع PLC می توانند اعلان هایی را برای پرسنل نگهدارنده هنگامی که به حدود و مقادیر تنظیم شده قبلی می رسند، تهیه ببینند. در موارد مهم و بحرانی، می توان این مدارات را به گونه ای برنامه ریزی کرد که با سررسیدن زمان یا اتمام شمارش، ماشین را تا دخالت پرسنل تعمیرات متوقف نماید.
بعید است که افزودن یک چنین مدارات جزئیی به برنامه کنترل موجود، زمان مرور کلی را به مقدار قابل ملاحظه ای افزایش دهد، زیرا تنها از تعداد اندکی تایمر یا شمارنده استفاده می شود. این بدان معناست که در اکثر حالات می توان از این قابلیت چه در حین و چه پس از نصب سیستم استفاده کرد. به روش مشابه، می توان سایر امکانات PLC را برای کنترل اعلام خطرها و غیره – در مواردی که ورودی های فرآیند یا پروسه از حدود پیش داده مورد انتظار قبلی خارج شوند- به کار برد.
برای مثال، توابع محاسباتی “کوچکتر از” و “بزرگتر از” می توانند برای آزمایش پارامترهایی که از محدوده مورد انتظار خارج شده اند، استفاده گردند، می توان آن ها را همراه با شمارنده ها به گونه ای برنامه ریزی کرد که موجب تحریک هشدار دهندهها یا اعلام کننده های نقص شوند.
هر دو مورد کاربردهای فوق را می توان با استفاده از روتین های کوچکی، بسیار شبیه آنچه که در فصول قبل گفته شد، انجام داد. بنابراین نیازی به مثال های بیشتر برای روشن کردن مطلب نیست.
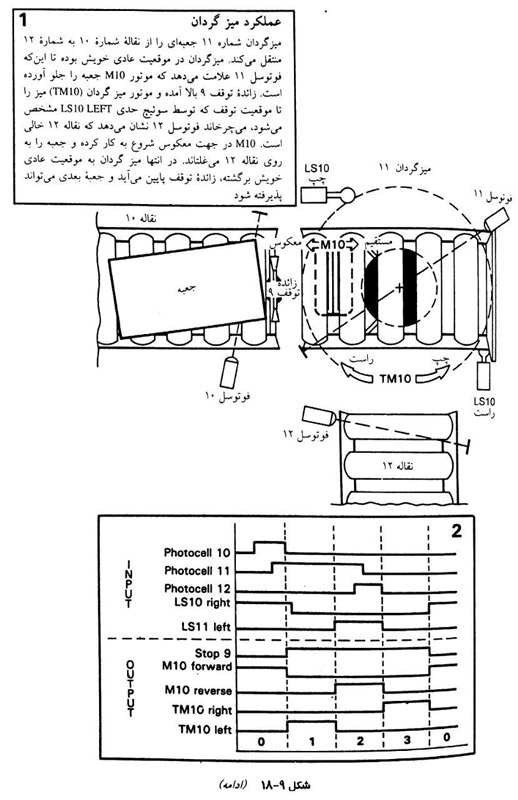
مثالی از مراحل کاری یک پروسه صنعتی
(منبع: Satt Control UK Ltd) شکل ۹-۱۸
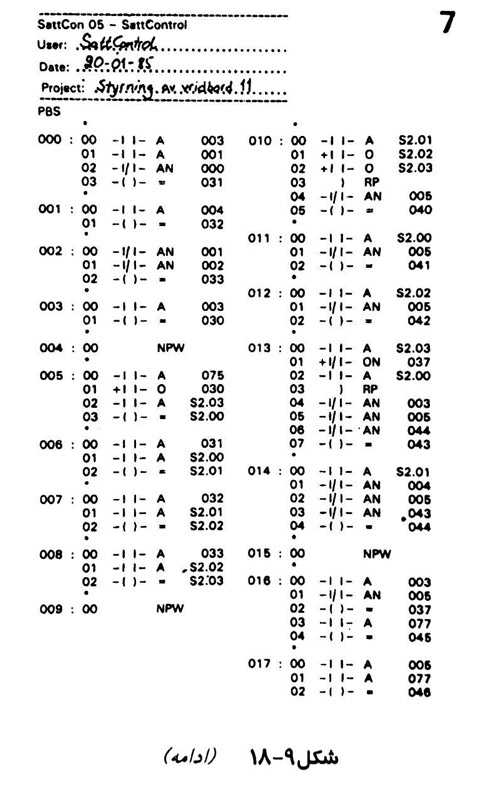
مراحل ایجاد یک برنامه PBS برای کنترل توالی
مثال های زیر مراحل مختلف انتقال تدریجی یک مساله صنعتی به یک برنامه PBS را نشان می دهد.
در اینجا ما برخی از عواملی که به هنگام حل مسایل دارای اهمیت می باشند –مانند نوشتن شرح وظایف، قبل از شروع یک برنامه –را در نظر می گیریم.
همچنین به افزودن اینترلاک ها برای تضمین قابلیت اطمینان بیشتر توجه نمایید.
از کنترل توالی زمانی که کنترل کننده در حلقه ای متشکل از تعدادی گام یا شرایط دارای ترتیب یا شماره، کار می کند، استفاده می شود. برنامه PBS به نحوی نوشته می شود که در هر مرحله، تنها یک فرمان به وسیله فعال کردن خروجی های خاص، صادر می شود. فرمان صادر شده توسط سیگنال های ارسالی، شناخته می شود. این سیگنال ها با پیشرفت برنامه به ترتیب از یک گام به گام های بعدی تولید می شوند. از جمله مزایای این شیوه وضوح و سادگی تغییر برنامه است.
مراحل:
تشریح وظایف
دیاگرام زمان/روال
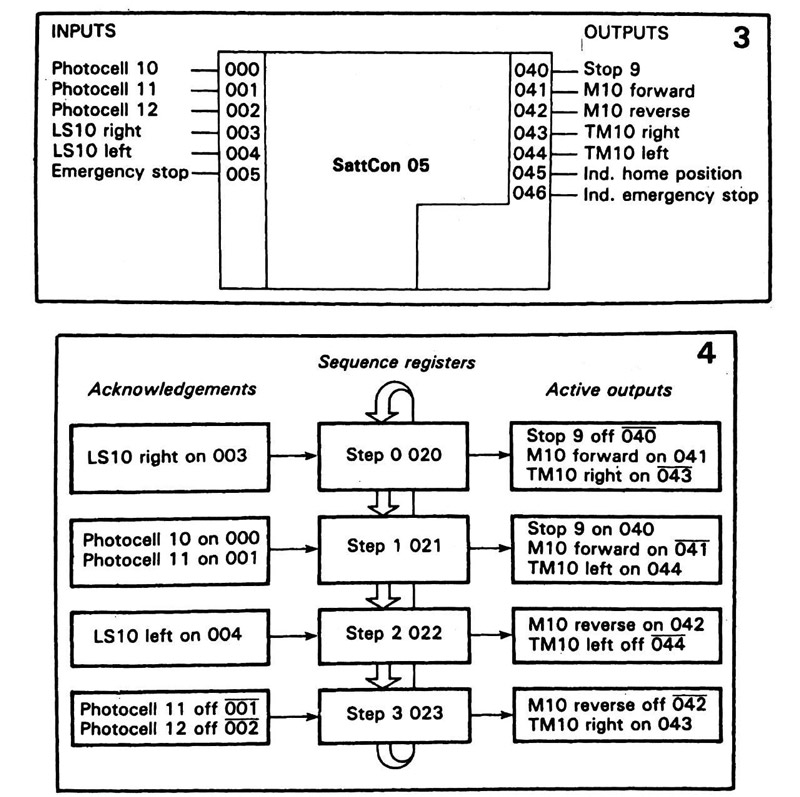
توصیفات ورودی/خروجی ها
طرح و نقشه وظایف
اینترلاک ها
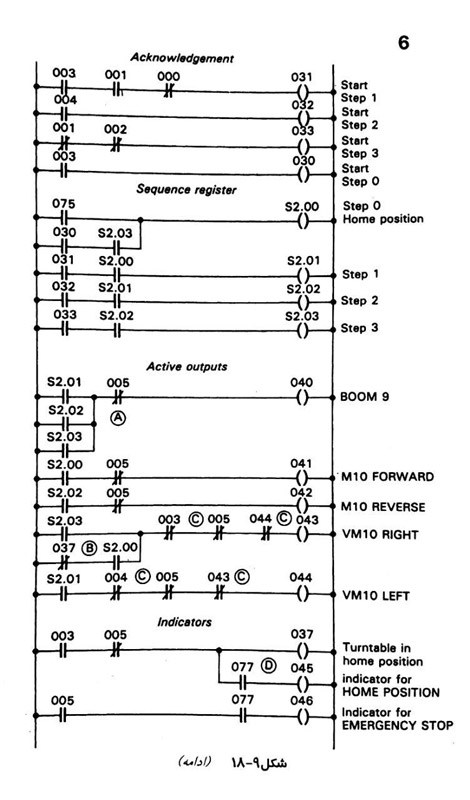
دیاگرام نردبانی رله ای (معادلات بولی)
برنامه PBS
به عنوان نمایندگی زیمنس در این بخش کوشش کردیم تا عوامل ضروری در انتخاب، نصب و راه اندازی یک سیستم PLC زیمنس را با نگاهی کلی بر موضوعاتی از شمای اساسی نصبگاه گرفته تا مستندسازی و اشکال یابی سیستم، مورد ملاحظه قرار دهد. این بخش نبایستی در ابتدا یا به تنهایی خوانده شود، بلکه نخست باید در مطالب بخش های پیشین که به جنبه های ویژه سخت افزار و نرم افزار PLC پرداختهاند، تعمق شود.
اینترلاک ها
معمولا اینترلاک ها به منظور نیل به اهداف خاصی، به توالی عملیاتی افزوده می شوند.
توقف اضطراری: زمانی که کلید توقف اضطراری (ورودی ۰۰۵) فشار داده می شود، رجیستر توالی و همه خروجی ها ریست می شوند. (A) توجه شود که بایستی عملکرد توقف اضطراری عمدتاً خارج Sttcon 05 طراحی و پیاده شود. یعنی به وسیله حذف یا قطع تغذیه وسایل الکترومکانیکی و نیز این موضوع که ورودی ۰۰۵ تنها برای حصول اطلاع Sttcon 05 می باشد.
راه اندازی اتوماتیک: زمانی که عملکرد توقف اضطراری ریست شده و چنانچه نتایج مداخلات خارجی نامعلوم باشد، میزگردان به طور اتوماتیک به موقعیت عادی برمی گردد. (B)
حرکت مستقیم/معکوس: به منظور افزایش ایمنی عملیاتی، در وضعیت راست/چپ VM10 بایستی با یکدیگر و موقعیت حدی متناظرشان اینترلاک شوند. (C)
نشانگرها: موقعیت عادی میزگردان را بایستی با یک لامپ چشمک زن نشان داد. وضعیت توقف اضطراری را نیز بایستی با یک لامپ چشمک زن مشخص نمود. عمل چشمک زدن با استفاده از سلول ورودی/خروجی ۰۰۷ قابل حصول است. (فرکانس IHZ). (D)
اتوماسیون صنعتی زیمنس را فقط از نمایندگی زیمنس بخواهید





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
گذاشتن کامنت